
器人建設(shè)美好生活")
機(jī)器人建設(shè)美好生活
為建筑產(chǎn)業(yè)賦能
建筑爬模架
-流程詳解-

運(yùn)行穩(wěn)定性好
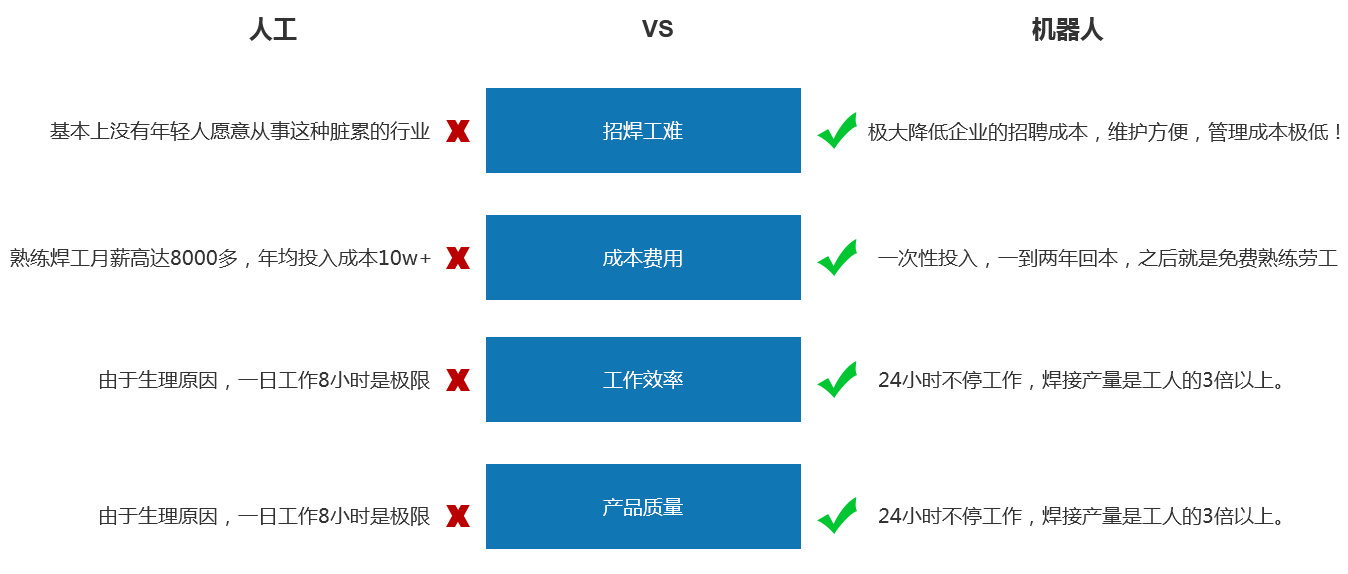
相對于其它的機(jī)器人焊接工作站,固高焊接工作站最大的區(qū)別為機(jī)器人本體無需移動,這就避免了使用過程中經(jīng)常遇到的機(jī)器人行走定位點(diǎn)飄移.找不到焊鏠等故障的產(chǎn)生。

焊接效率高
單兩套裝夾平臺交替裝.卸夾,保證了兩臺焊接機(jī)器人可不間斷的焊接,以8小時工作計,一套固高焊接工作站的勞動效率約等于8-10名熟手焊工,用戶兩年內(nèi)即可回收設(shè)備采購費(fèi)用。

系統(tǒng)通用性好
先進(jìn)的柔性裝夾設(shè)計,三套焊接工作站即可完成型號爬架的13種焊接件的焊接工作,這點(diǎn)對客戶后期的產(chǎn)品開發(fā)生產(chǎn)也極為有利。

焊接質(zhì)量高
因?yàn)檠b夾平臺可以180度旋轉(zhuǎn),保證了工件的正反兩面在焊接工藝上均可實(shí)現(xiàn)平焊,配合機(jī)器人焊接的穩(wěn)定性,最大程度的減少了虛焊.脫焊的可能性。
建筑爬架的含義
爬架”又名提升架,依照其動力源的不同可分為液壓式、電動式及人力手拉式,它是近年來新開發(fā)的新型腳手架體系.主要應(yīng)用于高層剪力墻式樓盤。
相對傳統(tǒng)的腳手架的優(yōu)點(diǎn)
1.不必翻架子;
2.免除了腳手架的拆裝工序(一次組裝后一直用到施工完畢),且不受建筑物高度的限制,極大的節(jié)省了人力和材料。并且在安全角度也對于傳統(tǒng)的腳手架有較大的改觀。在高層建筑中極具發(fā)展優(yōu)勢。

爬架焊接部件
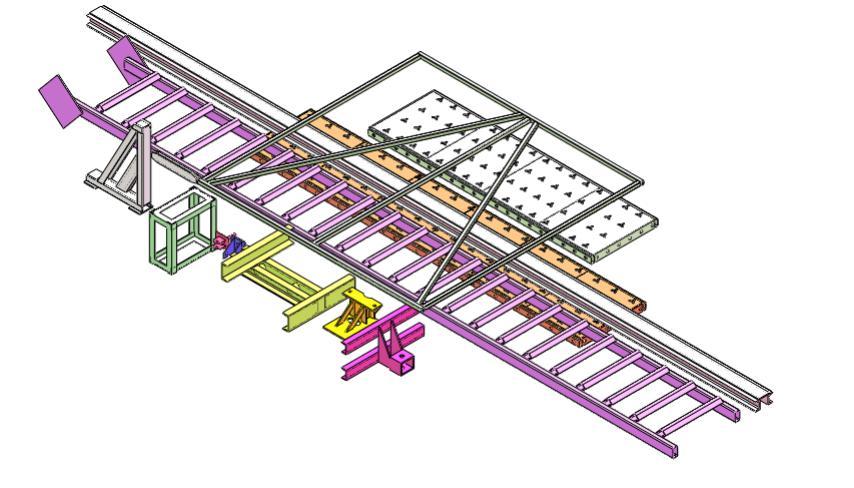
項(xiàng)目方案一
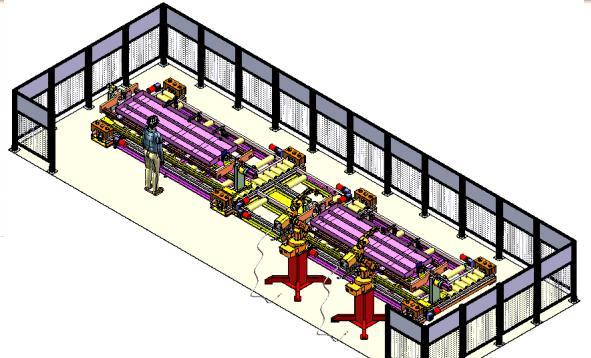
走道板-自動化焊接工作站
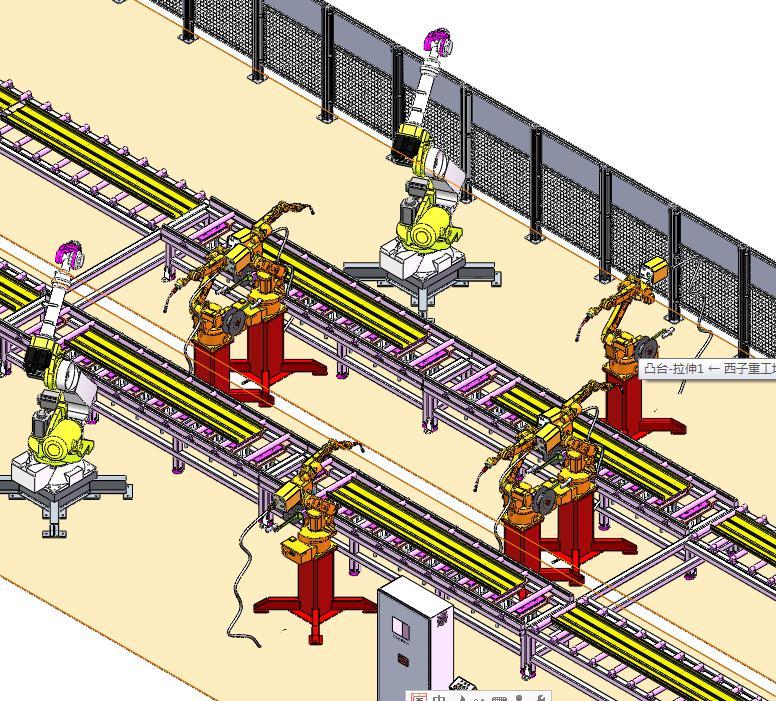
工作站主要結(jié)構(gòu)為2臺工作半徑為1650mm的六軸焊接機(jī)器人配合兩套柔性化設(shè)計的。可180度縱向旋轉(zhuǎn)的自運(yùn)行裝夾具平臺,以及焊槍自動清洗器。自動化控制系統(tǒng)等輔助設(shè)備。只需1-2人普通操作工即可維持系統(tǒng)的正常生產(chǎn)。
生產(chǎn)狀態(tài)下該系統(tǒng)運(yùn)行模式為:位于機(jī)器人左右兩側(cè)的兩套裝夾具平臺在輪番接受人工上料后,交替運(yùn)行至焊接工位,由兩臺焊接機(jī)器人同時完成工件的焊接工作,期間裝夾平臺會在工件正面焊接完成后自動實(shí)現(xiàn)180度旋轉(zhuǎn)以便于工件的反面焊接,焊接完成后,裝夾平臺會自動返回卸夾并重新上料。
本工作站可完成除爬梯(平臺長度受限),安全框(平臺寬度受限)之外的其實(shí)11種爬架部件的焊接,如:附墻支座,提升掛座等
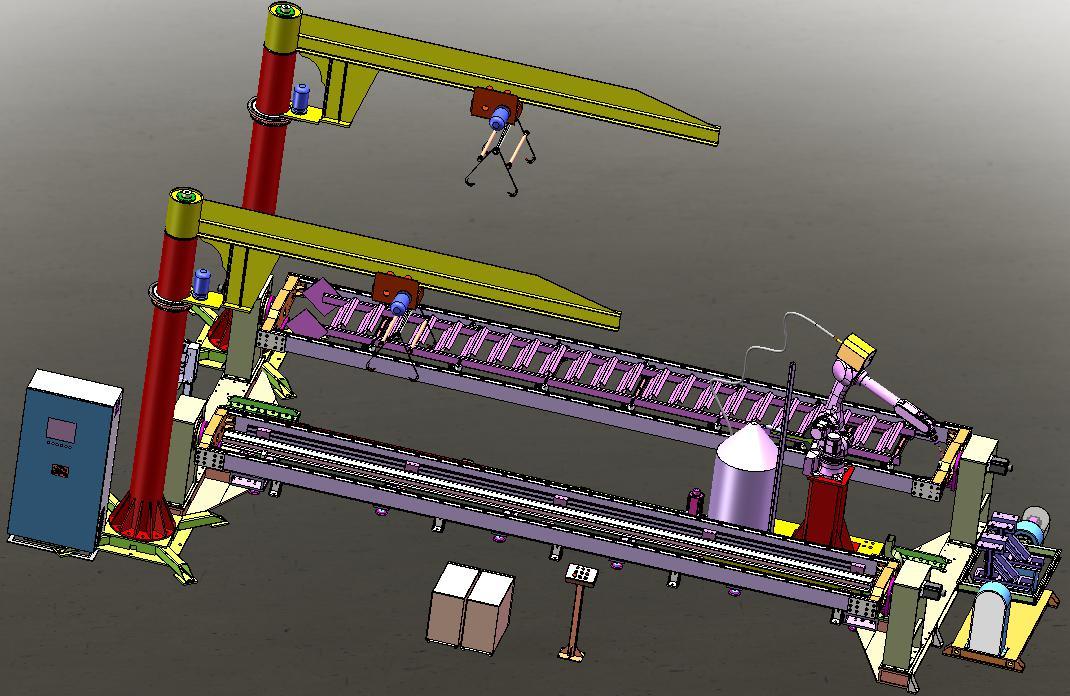
項(xiàng)目方案二
安全框-自動化焊接工作站
本工作站主要結(jié)構(gòu)為一臺工作半徑為1650mm的六軸焊接機(jī)器人配合兩套柔性化設(shè)計的。可180度縱向旋轉(zhuǎn)的裝夾具平臺,以及焊槍自動清洗器。自動化控制系統(tǒng)等輔助設(shè)備。只需1-2人普通操作工即可維持系統(tǒng)的正常生產(chǎn)。
生產(chǎn)狀態(tài)下該工作站的運(yùn)行模式為:位于機(jī)器人兩側(cè)的裝夾具平臺在接受人工上料后輪番由機(jī)器人進(jìn)行焊接工作,該工作站可完成除安全框外,另外如導(dǎo)軌固定座,頂撐,立頭接管等十二種爬架配件的焊接(受裝夾平臺長度限制,本工作站不可用于焊接爬梯)。
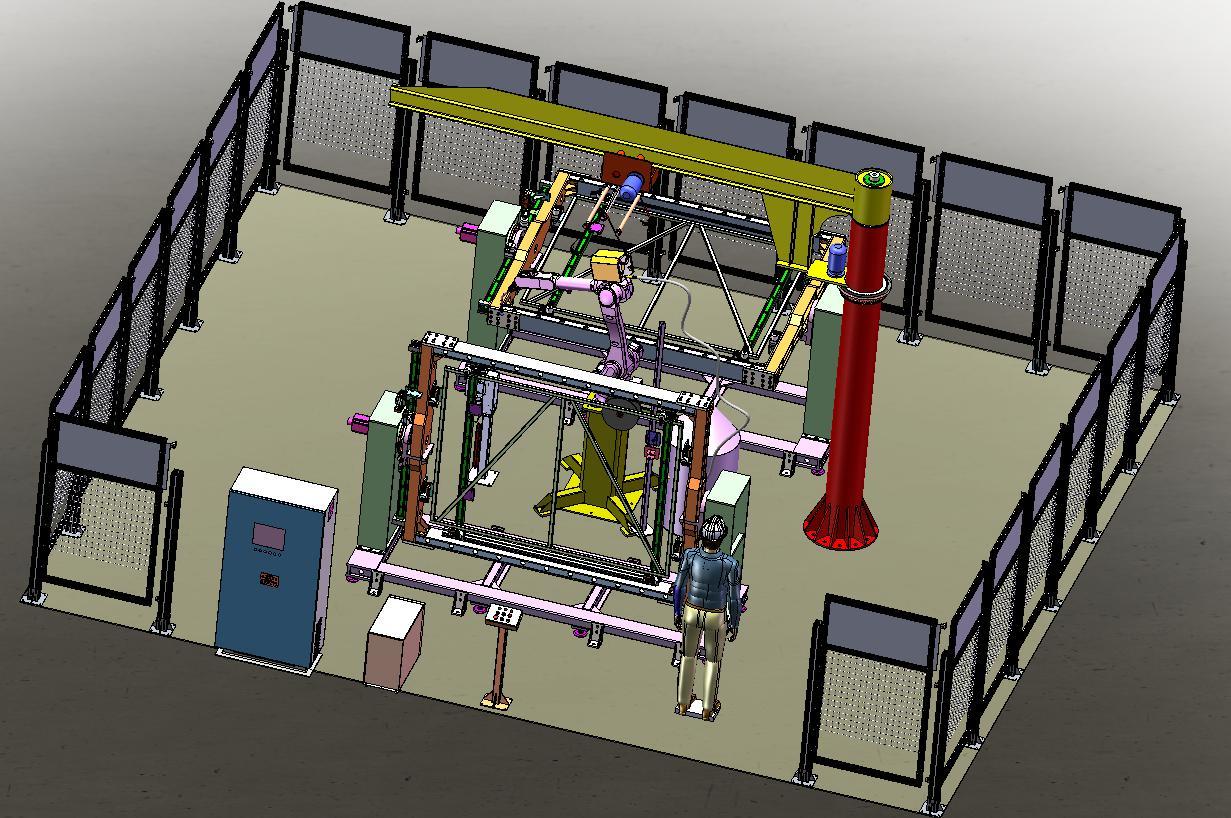
項(xiàng)目方案三
導(dǎo)軌、爬梯-自動化焊接工作站
本工作站主要結(jié)構(gòu)為一臺工作半徑為1650mm的六軸焊接機(jī)器人配合兩套柔性化設(shè)計的。可180度縱向旋轉(zhuǎn)的自運(yùn)行裝夾具平臺,以及焊槍自動清洗器。自動化控制系統(tǒng)等輔助設(shè)備。只需1-2人普通操作工即可維持系統(tǒng)的正常生產(chǎn)。
生產(chǎn)狀態(tài)下該工作站的運(yùn)行模式為:位于機(jī)器人兩側(cè)的裝夾具平臺在接受人工上料后輪番由機(jī)器人進(jìn)行焊接工作,該工作站可完成除爬梯外,另外如導(dǎo)軌固定座,頂撐,立頭接管等十二種爬架配件的焊接(受裝夾平臺寬度限制,本工作站不可用于焊接安全框)
項(xiàng)目方案四
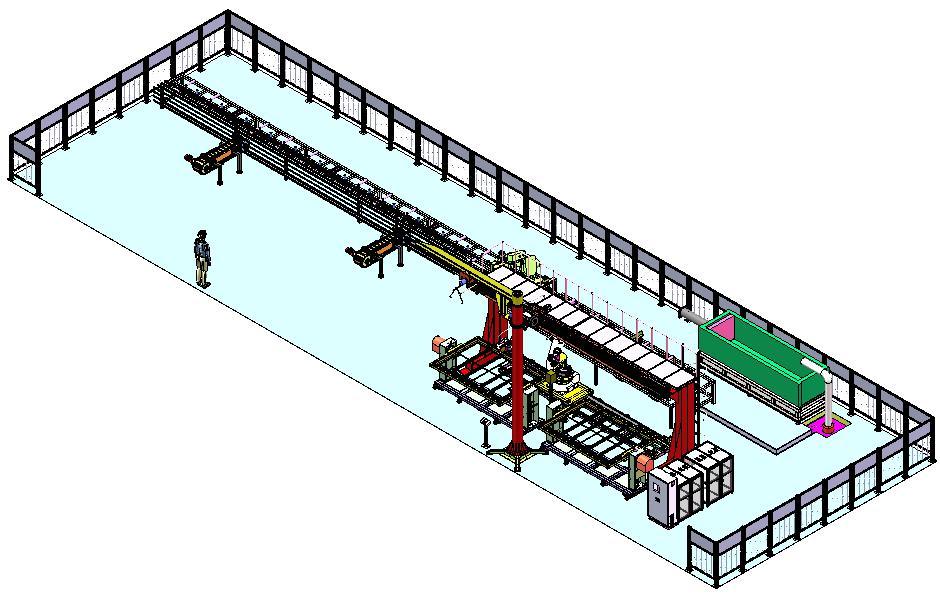
爬架自動化生產(chǎn)線
本自動化線可生產(chǎn)全型號的爬架安全框和走道板以及附墻支座等全部附件(不含導(dǎo)軌和爬梯)可實(shí)現(xiàn)理料.鋸切.沖孔.工件緩存.工件上料.焊接.下料等工序的自動化運(yùn)行,理論上實(shí)現(xiàn)爬架無人化生產(chǎn)
以爬架安全框?yàn)槔a(chǎn)流程如下:
1,上件 工人將整捆的方鋼吊上進(jìn)料機(jī),剪斷包裝鋼帶后,產(chǎn)線開始運(yùn)行 2:鋸斷 采用氣夾一次固定十根方鋼,然后伺服驅(qū)動鋸斷機(jī),按工藝要求鋸斷方鋼3:緩存 由程序控制阻擋機(jī)構(gòu)將工件緩存在進(jìn)料機(jī)上,在取件機(jī)器人取走一件后自動后補(bǔ)齊一件4:機(jī)器人上件 由 一臺搬運(yùn)機(jī)器人帶三套夾具,可分別取送方管及連接耳5夾具翻轉(zhuǎn)機(jī)構(gòu) 機(jī)器人上件后夾具自動定位夾緊,翻轉(zhuǎn)機(jī)構(gòu)可在任意角度停止,以適應(yīng)機(jī)器人按工藝要求焊接 6 CO2焊接 由一臺天軌運(yùn)行機(jī)器人對工件進(jìn)行焊接 7取件 由聯(lián)機(jī)的旋臂吊機(jī)將成品 掛上輸送鏈
項(xiàng)目方案五
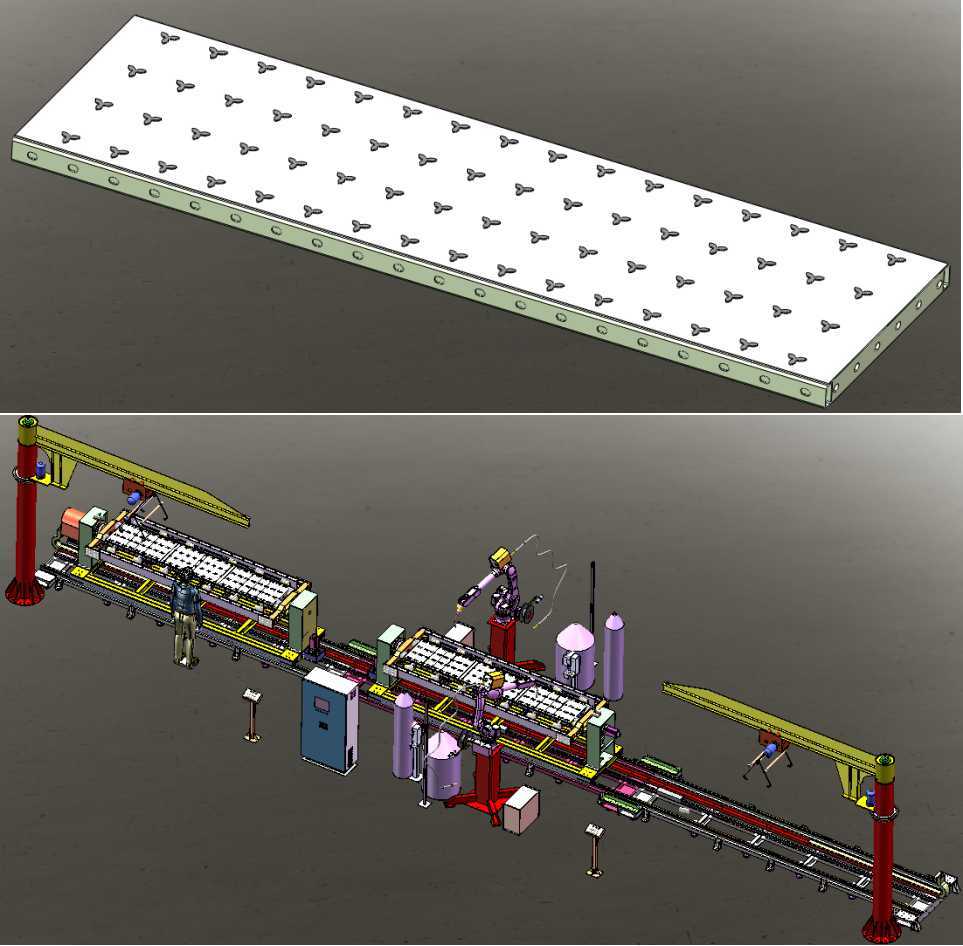
鋁模板-自動化焊接工作站
本公司設(shè)計的建筑鋁模板自動化生產(chǎn)線采用柔性工裝,可以兼容生產(chǎn)最大尺寸為2700mm×400mm的各種型號平面模板,并且通過夾具特殊設(shè)計并配上夾具庫后可以適用于大部份陽角.陰角等模板的生產(chǎn)。
本公司設(shè)計的建筑鋁模板自動化生產(chǎn)線配合固高妙算BIM三維人工智能一鍵全自動配模軟件,可以自動排整套的鋁合金模板.鋼模板.鋁框模板等,對于使用客戶而言,可減免人工排模工序,大大節(jié)省生產(chǎn)成本。
項(xiàng)目方案六
鋁模板自動化生產(chǎn)線
本生產(chǎn)線適用于最大尺寸為500mm-2900mm標(biāo)準(zhǔn)平面鋁模板的生產(chǎn)。設(shè)計產(chǎn)能為1000平方/天(以上述型號模板為例)
本生產(chǎn)線需配備操作人員兩人,一人負(fù)責(zé)焊接前端看護(hù),一人負(fù)責(zé)焊接后端質(zhì)量檢查
以下為生產(chǎn)線各工序工作節(jié)拍 1 鋸切工序:HK-400鋸床對單根C型板鋸切效率為50秒/斷×3次=150秒加送料夾緊時間30秒,合計180秒2銑孔工序 以2900mm板為例 2900/50-1=57個孔 排銑安裝8把銑刀,最多8次可銑完,銑孔+走位時間約為10秒 銑孔工序在80秒內(nèi)完成再加上銑拉片槽時間60秒,合計140秒可完成銑孔工序
3焊接工序 2900mm平面模板的焊縫長度約為3000mm,三臺機(jī)器焊接速度為1200mm/min,焊接工序耗時為小于3分鐘
綜上所述:所有工序耗時最長為鋸切工序,耗時為180秒,計算整線生產(chǎn)效率為180秒/件成品

題")
題")

友情鏈接:
聯(lián)系我們
電話:0571-82310276 13396549238
地址:杭州市蕭山區(qū)機(jī)器人小鎮(zhèn)鴻興路358號天明國際產(chǎn)業(yè)園C座4樓

掃一掃,關(guān)注我們公眾號
Copyright ? 2023 杭州固建機(jī)器人科技有限公司